

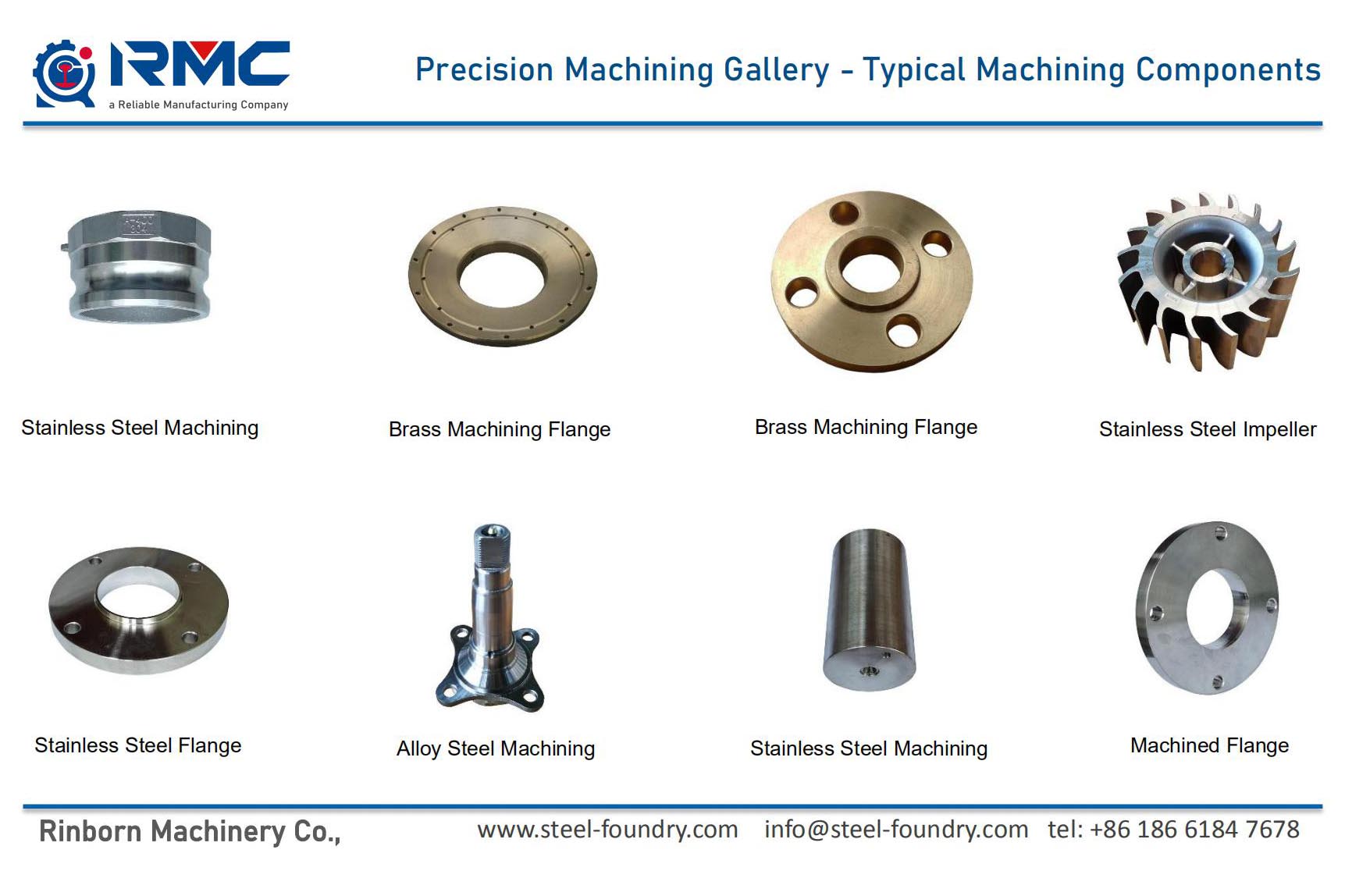
Produits en laiton usinés avec précision CNC par moulage à cire perdue, traitement thermique et traitement de surface selon vos dessins techniques et vos exigences uniques.
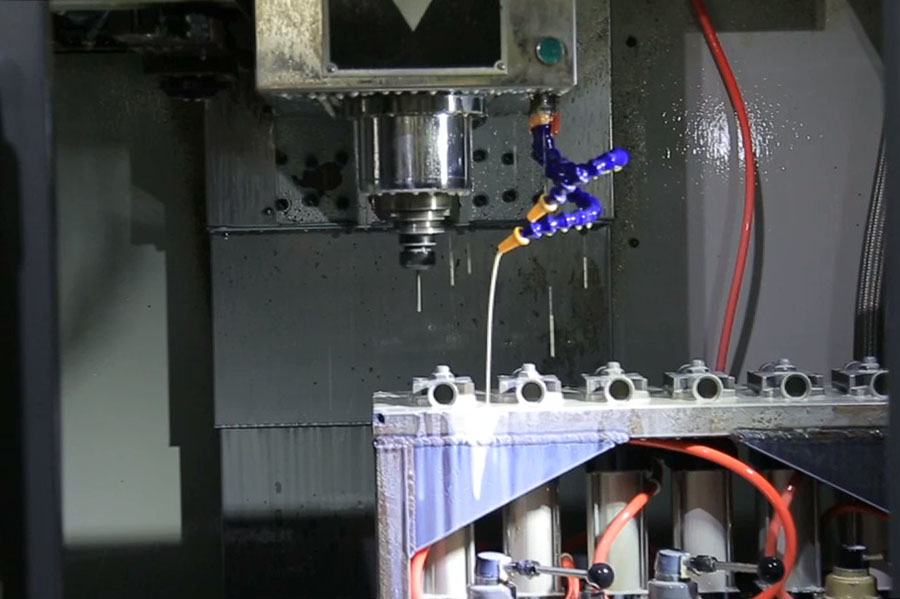
Usinage CNCfait référence au processus d'usinage effectué par commande numérique informatisée (CNC en abrégé). La CNC aide à atteindre une précision élevée et constante avec moins de coûts de main-d'œuvre. L'usinage est l'un des différents processus dans lesquels un morceau de matière première est découpé dans la forme et la taille finales souhaitées par un processus d'enlèvement de matière contrôlé. Les processus qui ont ce thème commun, l'enlèvement contrôlé de matière, sont aujourd'hui collectivement connus sous le nom de fabrication soustractive, par opposition aux processus d'ajout contrôlé de matière, appelés fabrication additive.
Ce qu'implique exactement la partie « contrôlée » de la définition peut varier, mais cela implique presque toujours l'utilisation de machines-outils (en plus des seuls outils électriques et manuels). Il s'agit d'un processus utilisé pour fabriquer de nombreuxproduits usinés en métal, mais il peut également être utilisé sur des matériaux tels que le bois, le plastique, la céramique et les composites. L'usinage CNC couvre de nombreux processus différents tels que le fraisage, le tournage, le tournage, le perçage, l'affûtage, le meulage...etc.
Le laiton appartient aualliage à base de cuivreet est un alliage composé de cuivre et de zinc. Le laiton composé de cuivre et de zinc est appelé laiton ordinaire. S’il s’agit d’une variété d’alliages composés de plus de deux éléments, on parle de laiton spécial. Le laiton est un alliage de cuivre dont le zinc est l’élément principal. À mesure que la teneur en zinc augmente, la résistance et la plasticité de l'alliage augmentent considérablement, mais les propriétés mécaniques diminueront considérablement après avoir dépassé 47 %, de sorte que la teneur en zinc du laiton est inférieure à 47 %. En plus du zinc, le laiton coulé contient souvent des éléments d'alliage tels que le silicium, le manganèse, l'aluminium et le plomb.

| Capacités d'usinage de précision CNC | ||||
| Installations | Quantité | Gamme de tailles | Capacité annuelle | Précision générale |
| Centre d'Usinage Vertical (VMC) | 48 ensembles | 1 500 mm × 1 000 mm × 800 mm | 6000 tonnes ou 300000 pièces | ±0,005 |
| Centre d'Usinage Horizontal (VMC) | 12 ensembles | 1200 mm × 800 mm × 600 mm | 2000 tonnes ou 100000 pièces | ±0,005 |
| Machine CNC | 60 ensembles | Diamètre de tournage maximum. φ600mm | 5000 tonnes ou 600000 pièces | |
| Norme exécutive de tolérance de coulée : ISO 8062 2013, ISO 2768, GOST 26645 (Russie) ou GBT 6414 (Chine). | ||||
Le centre d'usinage est développé à partir de la fraiseuse CNC. La plus grande différence avec la fraiseuse CNC est que le centre d'usinage a la capacité d'échanger automatiquement les outils d'usinage. En installant des outils à des fins différentes sur le magasin d'outils, les outils d'usinage sur la broche peuvent être modifiés par le changeur d'outils automatique en un seul serrage pour réaliser plusieurs fonctionnalités d'usinage.
Le centre d'usinage CNC est une machine-outil automatisée à haut rendement composée d'un équipement mécanique et d'un système CNC et adaptée au traitement de pièces complexes. Le centre d'usinage CNC est actuellement l'une des machines-outils CNC les plus utilisées au monde avec une forte capacité de traitement complète. Il peut compléter davantage de contenu de traitement une fois la pièce serrée en même temps. La précision du traitement est élevée. Pour les pièces par lots présentant une difficulté de traitement moyenne, son efficacité est 5 à 10 fois supérieure à celle d'un équipement ordinaire, en particulier il peut effectuer de nombreux traitements qui ne peuvent pas être effectués par un équipement ordinaire sont plus adaptés au traitement d'une seule pièce avec des formes plus complexes et des exigences de haute précision ou pour la production de petites et moyennes séries de variétés multiples. Il concentre les fonctions de fraisage, alésage, perçage, taraudage et coupe de filetage sur un seul appareil, de sorte qu'il dispose d'une variété de moyens technologiques.
| Comparaison des qualités du cuivre, du laiton et du bronze | |||||||
| GROUPES | AISI | W-stoff | VACARME | BS | JIS | EN | OIN |
| CUIVRE | C10200 | 2.0040 | DE Cu | C103 | C1020 | CW008A | Cu-OF |
| C11000 | 2.0060 | E-Cu57 | C101 | C1100 | CW004A | Cu-ETP | |
| - | 2.0065 | E-Cu58 | - | - | - | - | |
| C10300 | 2.0070 | SE Cu | - | - | CW021A | - | |
| C12200 | 2.0090 | SF Cu | C106 | C1220 | CW024A | Cu-DHP | |
| C12500 | - | Cu-FRTP | C104 | - | CR006A | - | |
| C70320 | 2,0857 | - | - | - | CW112C | CuNi3Si | |
| C14200 | 2.1202 | SB Cu | C107 | - | - | Cu-AsP | |
| - | 2.1356 | CuMn3 | - | - | - | - | |
| - | 2.1522 | CuSi2Mn | - | - | - | - | |
| C16200 | - | C108 | - | - | CuCd1 | ||
| C18200 | - | CC101 | - | CW105C | CuCr1 | ||
| C191010 | - | - | - | CW109C | CuNi1Si | ||
| C70250 | - | CC102 | - | CW111C | CuNi2Si | ||
| C17200 | - | CB101 | - | CW101C | CuBe2 | ||
| C17300 | - | - | - | CW102C | CuBe2Pb | ||
| C17510 | - | - | - | CW110C | CuNi2Be | ||
| C17500 | - | C112 | - | CW104C | CuCo2Be | ||
| C15000 | - | - | - | CW120C | CuZr | ||
| C65100 | - | - | - | CW115C | CuSi2Mn | ||
| C65500 | - | CS101 | - | CW116C | CuSi3Mn1 | ||
| C14500 | - | C109 | - | CW118C | CuTeP | ||
| C14700 | - | C111 | - | CW114C | Cuspide | ||
| C18700 | - | - | - | CW113C | CuPb1P | ||
| LAITON | C21000 | 2.0220 | CuZn5 | CZ125 | C2100 | CW500L | - |
| C22000 | 2.0230 | CuZn10 | CZ101 | C2200 | CW501L | - | |
| C23000 | 2.0240 | CuZn15 | CZ102 | C2300 | CW502L | - | |
| C24000 | 2,0250 | CuZn20 | CZ103 | C2400 | CW503L | - | |
| C25600 | - | CuZn28 | - | - | - | - | |
| C26000 | 2,0265 | CuZn30 | CZ106 | C2600 | CW505L | - | |
| C26800 | 2.0280 | CuZn33 | - | C2680 | CW506L | - | |
| C27200 | - | CuZn36 | - | - | - | - | |
| C27200 | 2.0321 | CuZn37 | CZ108 | C2700 | CW508L | - | |
| C27000 | 2,0335 | CuZn36 | CZ107 | C2700 | CW507L | - | |
| C28000 | 2.0360 | CuZn40 | CZ109 | C2800 | CW509L | - | |
| C33500 | - | CuZn37Pb0.5 | - | - | - | - | |
| C34000 | - | CuZn35Pb1 | CZ118 | C3501 | - | - | |
| C34500 | 2.0331 | CuZn36Pb1,5 | CZ119 | - | CW601N | - | |
| C34000 | 2.0331 | CuZn36Pb1,5 | CZ119 | C3501 | CW600N | - | |
| C35300 | 2.0371 | CuZn38Pb1,5 | CZ128 | - | - | - | |
| C36500 | 2.0372 | CuZn39Pb0,5 | CZ123 | - | CW610N | - | |
| C36000 | 2,0375 | CuZn36Pb3 | CZ124 | C3601 | CW603N | - | |
| C37700 | 2.0380 | CuZn39Pb2 | CZ131 / (CZ128) | C3771 | CW612N | - | |
| C38500 | 2.0401 | CuZn39Pb3 | CZ121 | C3603 | CW614N | - | |
| C38000 | 2.0402 | CuZn40Pb2 | CZ122 | - | CW617N | - | |
| - | 2.0410 | CuZn44Pb2 | CZ130 | - | - | - | |
| C68700 | 2.0460 | CuZn20Al2 | CZ110 | - | - | - | |
| C44300 | 2.0470 | CuZn28Sn1 | CZ111 | - | - | - | |
| - | 2.0530 | CuZn38Sn1 | - | - | - | - | |
| - | 2,0550 | CuZn40Al2 | - | - | - | - | |
| - | 2.0561 | CuZn40Al1 | - | - | - | - | |
| - | 2.0572 | CuZn40Mn2 | CZ136 | - | CW723R | - | |
| C61400 | 2.0932 | CuAl8Fe3 | - | - | CW303G | - | |
| C63000 | 2.0966 | CuAl10Ni5Fe4 | CA104 | - | CW307G | - | |
| BRONZE | C50700 | 2.1010 | CuSn2 | - | - | - | - |
| C51100 | 2.1016 | CuSn4 | PB101 | C5111 | CW450K | - | |
| C51000 | - | CuSn5 | PB102 | C5102 | CW451K | - | |
| C51900 | 2.1020 | CuSn6 | PB103 | C5191 | CW452K | - | |
| C52100 | 2.1030 | CuSn8 | PB104 | C5212 | CW453K | - | |
| - | - | CuSn10 | - | - | - | - | |
| - | - | CUSn11 | - | - | - | - | |
| - | - | CuSn12 | - | - | - | - | |
Les centres d'usinage sont classés en centres d'usinage horizontaux et verticaux en fonction de leur position spatiale lors de l'usinage de la broche. Classés selon l'utilisation du procédé : centre d'usinage de perçage et de fraisage, centre d'usinage composé. Selon la classification particulière des fonctions, il existe : un établi simple, un établi double et un centre d'usinage multi-établis. Centres d'usinage avec poupées mono-axes, doubles, trois axes, quatre axes, cinq axes et interchangeables, etc.
L'usinage CNC est le type d'usinage de précision réalisé par des machines CNC telles que des centres d'usinage avancés dotés d'un centre d'usinage haut de gamme à 5 axes, d'un centre d'usinage à double plate-forme 4 axes ou de tours CNC qui peuvent également être développés en centres de tournage CNC ayant la capacité de changer davantage. plus de 15 coupeurs au cours d'un quart de travail ; Fraiseuse CNC et centres de perçage et taraudage CNC. L'usinage de précision des pièces moulées en acier est différent de l'usinage des profilés en acier. Le moulage de précision a déjà permis d'obtenir une forme assez exacte de ce qui est souhaité, ce qui permet d'économiser beaucoup d'usinage par rapport à l'usinage direct à partir d'un profilé en acier. C'est également pour cette raison que nous devons généralement prendre en compte la surface d'usinage et la surépaisseur d'usinage appropriée avant la coulée. Notre travail régulier consiste à élaborer un dessin de coulée brute ainsi qu'un dessin d'usinage pour spécifier la zone d'usinage et la surépaisseur d'usinage sur le dessin.
La fonderie de moulage de précision RMC est équipée de centres d'usinage à 4 axes, de 15 ensembles de tours CNC et de 3 ensembles de fraiseuses CNC, ainsi que d'assistants communs polyvalents de tournage, fraisage, taraudage, perçage et rectification, nous avons la capacité d'usiner presque tout. types de pièces moulées en acier.
Également appelé usinage de précision, l’usinage CNC pourrait atteindre une très grande précision en termes de tolérance géométrique et de tolérance dimensionnelle. Avec nos machines CNC et nos centres d'usinage horizontaux (HMC) et verticaux (VMC), nous pouvons répondre à presque tous vos niveaux de tolérance requis.
Capacités deFonderie de moulage à la cire perdue:
• Taille maximale : 1 000 mm × 800 mm × 500 mm
• Plage de poids : 0,5 kg - 100 kg
• Capacité annuelle : 2 000 tonnes
• Matériaux de liaison pour la construction de coques : sol de silice, verre soluble et leurs mélanges.
• Tolérances : Sur demande.
Avantages deComposants de moulage de précision:
- Finition de surface excellente et lisse
- Tolérances dimensionnelles serrées.
- Formes complexes et complexes avec une flexibilité de conception
- Possibilité de couler des parois fines donc un composant de coulée plus léger
- Large choix de métaux moulés et d'alliages (ferreux et non ferreux)
- Le projet n'est pas requis dans la conception des moules.
- Réduisez le besoin d’usinage secondaire.
- Faible gaspillage de matière.
| TOLÉRANCES DE CASTING D'INVESTISSEMENT | |||
| Pouces | Millimètres | ||
| Dimension | Tolérance | Dimension | Tolérance |
| Jusqu'à 0,500 | ±0,004" | Jusqu'à 12,0 | ± 0,10 mm |
| 0.500 à 1.000” | ±0,006" | 12,0 à 25,0 | ± 0,15 mm |
| 1.000 à 1.500” | ±0,008" | 25,0 à 37,0 | ± 0,20 mm |
| 1.500 à 2.000” | ±0,010" | 37,0 à 50,0 | ± 0,25 mm |
| 2.000 à 2.500” | ±0,012" | 50,0 à 62,0 | ± 0,30 mm |
| 2.500 à 3.500” | ±0,014" | 62,0 à 87,0 | ± 0,35 mm |
| 3.500 à 5.000” | ±0,017" | 87,0 à 125,0 | ± 0,40 mm |
| 5.000 à 7.500” | ±0,020" | 125,0 à 190,0 | ± 0,50 mm |
| 7.500 à 10.000” | ±0,022" | 190,0 à 250,0 | ± 0,57 mm |
| 10.000 à 12.500” | ±0,025" | 250,0 à 312,0 | ± 0,60 mm |
| 12.500 à 15.000 | ±0,028" | 312,0 à 375,0 | ± 0,70 mm |








{kind=link}