



Pièce en fonte à graphite sphéroïdal personnalisée OEM de la Chine par produits de moulage en coquille avecUsinage CNC, traitement thermique et traitement de surface.
Propriétés mécaniques de la fonte ductile (nodulaire) | ||||||||
| Article selon DIN EN 1563 | Unité de mesure | FR-GJS-350-22-LT | FR-GJS-400-18-LT | FR-GJS-400-18 | FR-GJS-500-7 | FR-GJS-600-3 | FR-GJS-700-2 | FR-GJS-800-2 |
| FR-JS 1015 | FR-JS 1025 | FR-JS 1020 | FR-JS 1050 | FR-JS 1060 | FR-JS 1070 | FR-JS 1080 | ||
| Résistance à la traction | Rm min.MPA | 350 | 400 | 400 | 500 | 600 | 700 | 800 |
| Limite d'élasticité de 2 % | Rp0,2 min.MPA | 220 | 240 | 250 | 320 | 370 | 420 2) | 480 2) |
| Élongation | UN % | 22,0 | 18,0 | 18,0 | 7,0 | 3,0 | 2,0 | 2,0 |
| Dureté | HB | 110-150 | 120-160 | 140-190 | 170-220 | 200-250 | 230-280 | 250-330 |
| Structures | principalement ferritique | principalement ferritique | principalement ferritique | ferritique + perlite | ferritique + perlite | principalement de la perlite | tout en perlite | |
| Contrainte de cisaillement | σaB MPa | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| Torsion | TtBMPa | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| Modules d'élasticité | EGPa | 170 | 170 | 170 | 175 | 175 | 175 | 175 |
| Nombre de Poisson | v – | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 |
| Résistance à la compression | σdBMPa | – | 700 | 700 | 800 | 870 | 1000 | 1150 |
| Résistance à la fracture | Klc MPa ·√m | 31 | 30 | 30 | 25 | 20 | 15 | 14 |
| Densité | g/cm3 | 7,1 | 7,1 | 7,1 | 7,1 | 7,2 | 7,2 | 7,2 |

Moulage en coquilleLe processus est également appelé processus de moulage en sable de résine pré-revêtu, moulage par coque chaude ou processus de moulage à noyau. Le principal matériau de moulage est le sable de résine phénolique pré-enduit, qui est plus cher que le sable vert et le sable de résine furannique. De plus, ce sable ne peut pas être recyclé.
Le procédé de moulage au sable auto-durcissant de résine furannique (procédé nobake) utilise le sable enduit de résine furannique pour former le moule de coulée. Après avoir mélangé uniformément le sable d'origine (ou le sable récupéré), la résine de furane liquide et le catalyseur liquide, et les avoir remplis dans la boîte à noyau (ou le bac à sable), puis le serrer pour durcir dans un moule ou un moule dans la boîte à noyau (ou le sable boîte) à température ambiante. Ensuite, le moule de coulée ou le noyau de coulée ont été formés, ce qui est appelé moulage en boîte à noyau froid auto-durcissant (noyau) ou méthode d'auto-durcissement (noyau).
Étant donné que le moule est formé à température ambiante et qu’il n’est pas nécessaire de le chauffer, le moulage au sable auto-durcissant est également appelé procédé de moulage sans cuisson. La méthode d'auto-durcissement peut être divisée en méthode d'auto-durcissement de la résine furane catalysée par un acide et du sable de résine phénolique, méthode d'auto-durcissement du sable de résine d'uréthane et méthode d'auto-durcissement du monoester phénolique.
En tant que sable liant auto-durcissant pour boîte froide, le sable de résine furannique est le sable liant synthétique le plus ancien et actuellement le plus largement utilisé dans les fonderies chinoises. La quantité de résine ajoutée au sable de moulage est généralement de 0,7 % à 1,0 %, et la quantité de résine ajoutée au sable de noyau est généralement de 0,9 % à 1,1 %. La teneur en aldéhyde libre dans la résine furannique est inférieure à 0,3 % et certaines usines sont tombées en dessous de 0,1 %. Dans les fonderies en Chine, le sable auto-durcissant de résine furannique a atteint le niveau international quel que soit le processus de production et la qualité de surface des pièces moulées.
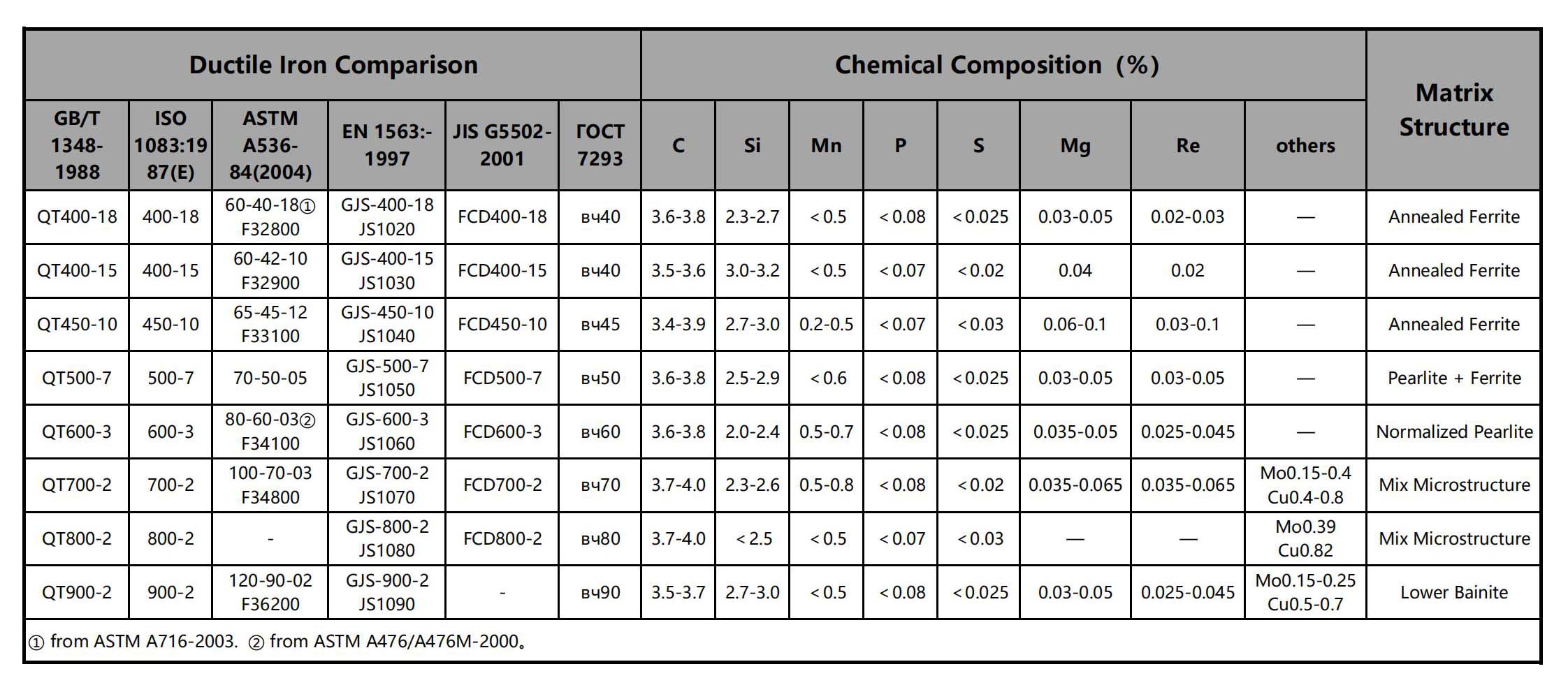
La fonte ductile, également appelée fonte nodulaire, fonte à graphite sphéroïdal ou simplement fonte SG, représente un groupe de fontes. La fonte nodulaire obtient du graphite nodulaire grâce à un traitement de sphéroïdisation et d'inoculation, ce qui améliore efficacement les propriétés mécaniques de la fonte, en particulier la plasticité et la ténacité, afin d'obtenir une résistance supérieure à celle de l'acier au carbone.
Les pièces moulées en fonte ductile ont de meilleures performances d'absorption des chocs que l'acier au carbone, tandis que les pièces moulées en acier au carbone ont une bien meilleure soudabilité. Et dans une certaine mesure, les pièces moulées ductiles pourraient avoir certaines performances de résistance à l'usure et à la rouille. Ainsi, la fonte ductile pourrait être utilisée pour certains corps de pompe ou systèmes d’approvisionnement en eau. Cependant, nous devons encore prendre des précautions pour les protéger de l’usure et de la rouille.
La fonte ductile n'est pas un matériau unique mais fait partie d'un groupe de matériaux qui peuvent être produits pour avoir une large gamme de propriétés grâce au contrôle de la microstructure. La caractéristique commune à ce groupe de matériaux est la forme du graphite. Dans les fontes ductiles, le graphite se présente sous forme de nodules plutôt que de paillettes comme c'est le cas dans la fonte grise. La forme pointue des flocons de graphite crée des points de concentration de contraintes dans la matrice métallique et la forme arrondie des nodules le fait moins, inhibant ainsi la création de fissures et offrant la ductilité améliorée qui donne son nom à l'alliage. De manière générale, si la fonte ductile pouvait répondre à vos exigences, la fonte ductile pourrait être votre premier choix, au lieu de l'acier au carbone pour vos pièces moulées.

| Métal et alliages de moulage au sable recouverts de résine | |
| Métal et alliages | Catégorie populaire |
| Fonte grise | GG10 ~ GG40 ; GJL-100 ~ GJL-350 ; |
| Fonte ductile (nodulaire) | GGG40 ~ GGG80 ; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Fonte Ductile Trempée (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| Acier au carbone | C20, C25, C30, C45 |
| Acier allié | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| Acier inoxydable | Acier inoxydable ferritique, acier inoxydable martensitique, acier inoxydable austénitique, acier inoxydable à durcissement par précipitation, acier inoxydable duplex |
| Alliages d'aluminium | ASTM A356, ASTM A413, ASTM A360 |
| Laiton / Alliages à base de cuivre | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| Norme : ASTM, SAE, AISI, GOST, DIN, EN, ISO et GB | |
Les avantages du moulage auto-durcissant au sable enduit de résine furannique :
1) Améliorer la précision dimensionnelle des pièces moulées et la rugosité de la surface.
2) Le durcissement du sable du moule (noyau) ne nécessite pas de séchage, ce qui peut économiser de l'énergie, et des boîtes et gabarits bon marché en bois ou en plastique peuvent également être utilisés.
3) Le sable de moulage auto-durcissant est facile à compacter et à effondrer, facile à nettoyer les pièces moulées, et le vieux sable peut être recyclé et réutilisé, ce qui réduit considérablement l'intensité du travail de fabrication du noyau, de modélisation, de chute de sable, de nettoyage et d'autres liens, et il est facile de réaliser une mécanisation ou une automatisation.
4) La fraction massique de résine dans le sable n’est que de 0,8 % à 2,0 % et le coût global des matières premières est faible.
Étant donné que la méthode d'auto-durcissement présente bon nombre des avantages uniques mentionnés ci-dessus, la méthode d'auto-durcissement est non seulement utilisée pour la fabrication de noyaux, mais également pour le moulage par coulée. Il est particulièrement adapté à la production de pièces uniques et de petits lots et peut produire des pièces moulées en fonte, en acier moulé et en alliages non ferreux. Certaines fonderies chinoises ont complètement remplacé les moules en sable sec d'argile, les moules en sable de ciment et ont partiellement remplacé les moules en sable de verre soluble.

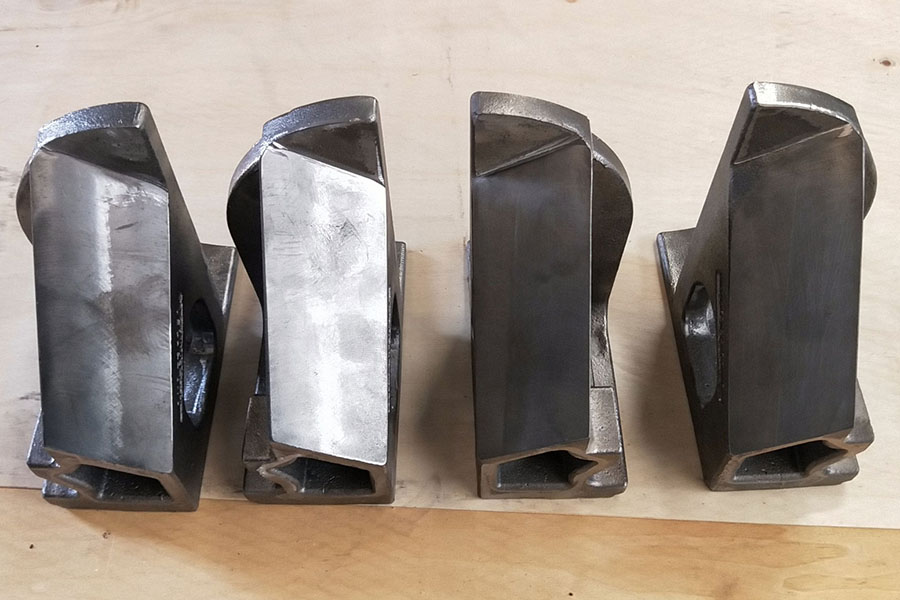

Pièces en fonte ductile







{kind=link}