
La fonte grise et la fonte ductile pourraient être coulées parprocessus de moulage au sable, processus de moulage par moulage en coquille (sable enduit de résine), moulage de mousse perdue, moulage sous vide et moulage de précision. Le moulage au sable est l’un des types de moulage les plus populaires et les plus simples. Le moulage au sable permet de produire des lots plus petits que le moulage en moule permanent et à un coût très raisonnable. Non seulement cette méthode permet aux fabricants de créer des produits à faible coût, mais le moulage au sable présente également d'autres avantages, tels que des opérations de très petite taille. Le moulage au sable permet également de couler la plupart des métaux, selon le type de sable utilisé pour les moules. Le processus de moulage par moulage en coque est également appelé processus de moulage en sable de résine pré-revêtu, moulage en coque à chaud ou processus de moulage à noyau. Le principal matériau de moulage est le sable de résine phénolique pré-enduit, qui est plus cher que le sable vert et le sable de résine furannique. De plus, ce sable ne peut pas être recyclé. Les pièces moulées en fonte moulées en coque ont des coûts plus élevés que le moulage au sable. Cependant, lepièces moulées en coquilleprésentent de nombreux avantages tels qu'une tolérance dimensionnelle plus stricte, une bonne qualité de surface et moins de défauts de coulée.

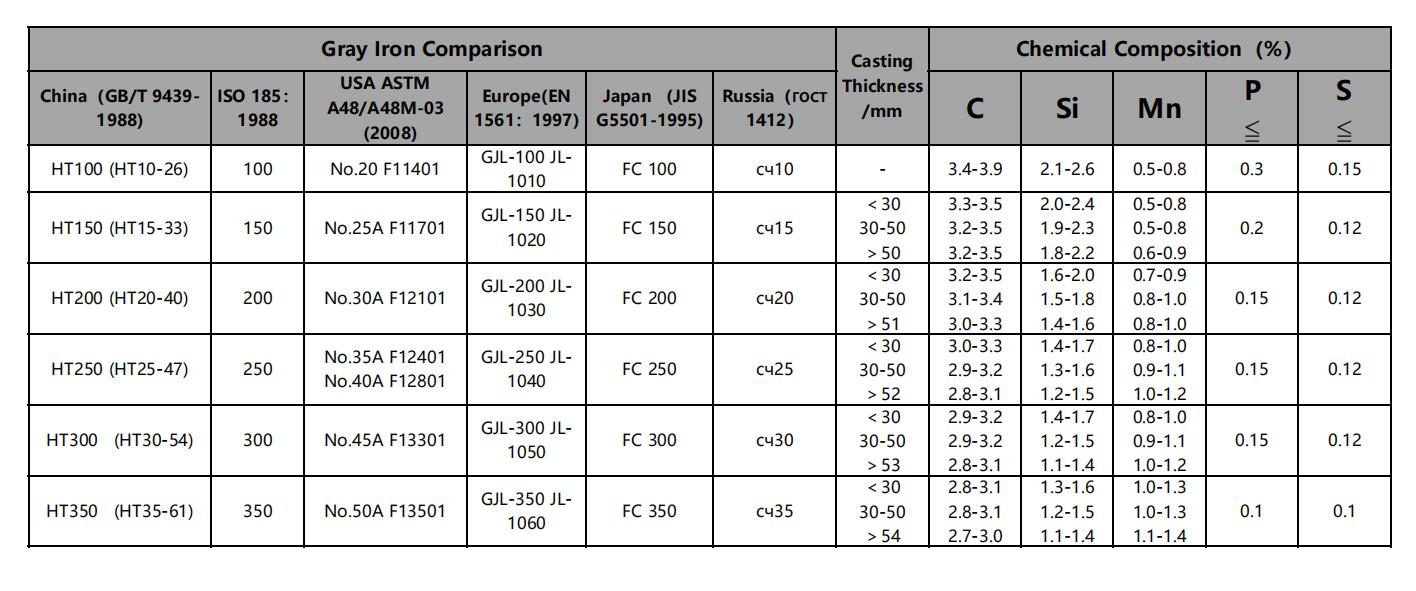
Cependant, il existe encore quelques différences entre les pièces moulées en fonte grise et les pièces moulées en fonte ductile.Moulage au sable de fonte griseest le plus souvent utilisé pour créer des formes complexes qui seraient autrement difficiles ou peu rentables à réaliser par d'autres procédés de formage des métaux. Grâce à sa facilité d’usinage, sa haute résistance à la compression, sa meilleure conductivité thermique et son excellente absorption des vibrations, la fonte grise est l’un des métaux de coulée les plus utilisés depuis très longtemps, même dans la production industrielle actuelle. La teneur en carbone est de loin l'élément le plus important de la fonte grise (généralement 2 à 4 %) pour créer la résistance à la traction et l'usinabilité. Lorsque la fonte fondue solidifie une partie du carbone précipité sous forme de graphite, formant de minuscules flocons irréguliers dans la structure cristalline du métal, ce qui améliore les propriétés souhaitables de la fonte, les flocons perturbent la structure cristalline, conduisant à la fragilité caractéristique de la fonte.
Le développement de la fonte grise repose principalement sur la haute résistance. Dans le passé, le principal moyen d’améliorer les performances de la fonte grise était l’inoculation. Ces dernières années, l'approche principale consiste désormais à se concentrer sur l'alliage et, afin d'améliorer les performances de coulée, de nombreuses fonderies de fonte grise utilisent de la fonte avec un équivalent carbone plus élevé. Ceci est particulièrement important pour la fonte faiblement alliée. Par conséquent, la fonte grise est un matériau approprié pour produire des pièces moulées en fonte du bloc moteur, du carter de machine, de la base de la machine, des contrepoids, des pièces de poêle, des pièces de chaudière, des coques de pompe, etc.
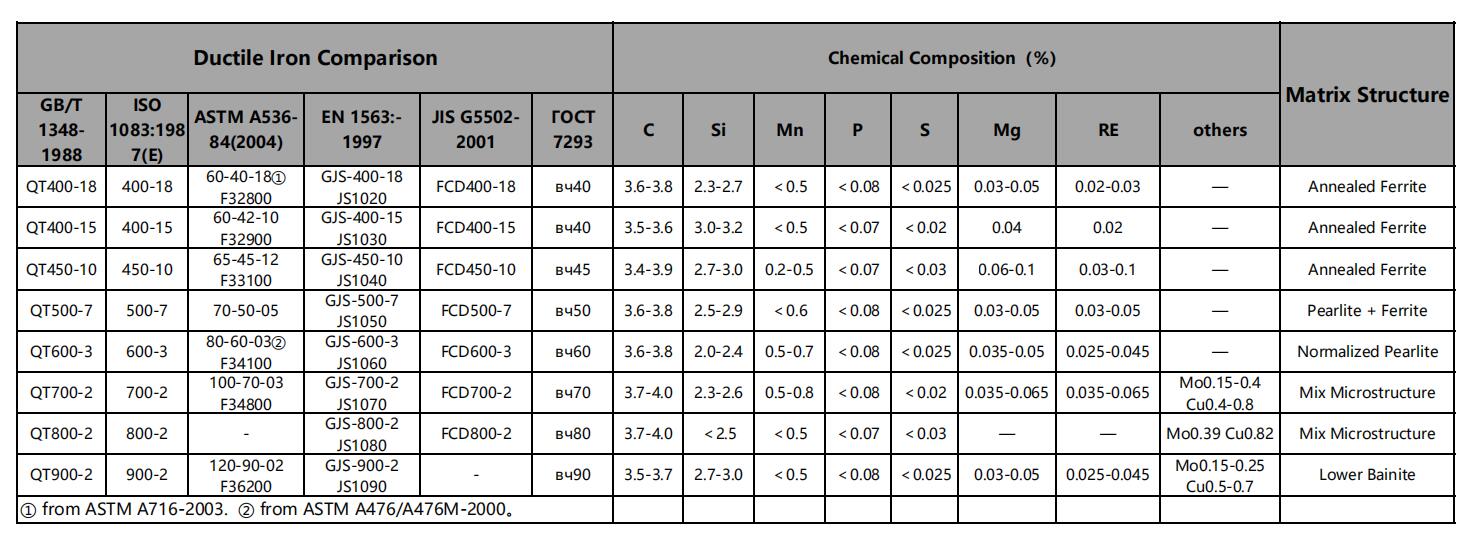
La fonte ductile offre une flexibilité de conception et des coûts de fabrication réduits par rapport aux fabrications soudées et aux pièces forgées. Dans la microstructure de la fonte ductile, le graphite se forme en nodules sphériques au lieu de flocons, inhibant ainsi la création de fissures et offrant la ductilité améliorée qui donne son nom à l'alliage. La fonte ductile a une résistance à la traction et une ténacité plus élevées, similaires à celles de l'acier.Pièces moulées en fonte ductileprésentent de nombreuses caractéristiques, mais ne constituent pas toujours l'alternative la plus rentable aux autres alliages ferreux. De plus, les fontes ductiles sont largement utilisées dans de nombreuses industries manufacturières, notamment l’agriculture, l’automobile, l’hydraulique, les trains, les camions commerciaux et l’aérospatiale.

Heure de publication : 27 janvier 2021